
Rotary Sensors
Linear Sensors
Liquid Level Sensors
Tilt Sensors

Oil Debris Sensors
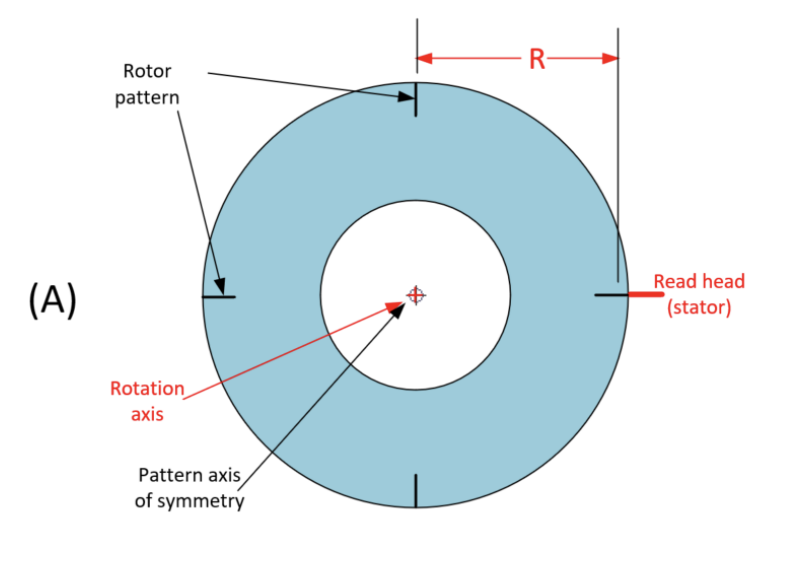
Why Holistic Encoders are More Accurate
All absolute rotary encoders have a rotor which is attached to the rotating shaft and a stator which is attached to the housing holding the shaft. The interaction of these two components produces a measure of the shafts rotational angle. The most important parameters of absolute rotary sensors are resolution, accuracy and tolerance to misalignment of the rotational axes.

VLP Product Line For Harsh Environments
Netzer Precision Position Sensors is pleased to introduce the VLP (Very Low Profile) line of absolute position rotary encoders for harsh environments. Designed for exposure to the extreme conditions that are prevalent in the Aerospace and Harsh Environment industries, the VLP-60 and VLP-100 encoders provide unparalleled performance while offering high levels of immunity to shocks, vibration, humidity, and extreme temperatures, and […]
Or give us a call at 856-727-9500
Email Us at: info@evrtp.com











Complete Posital Product Line
Everight Position is dedicated to helping customers find the best solution for their positioning needs.™
©2020, Everight Position | Terms & Conditions
Speak directly to one of our experts! We’d love to hear all about your project and determine how Everight can help.
 856-727-9500
856-727-9500"*" indicates required fields